القدرة على تصنيع ثنائي الفينيل متعدد الكلور المرن والصلب المرن (2021) | ||||
مسلسل | غرض | فليكس ثنائي الفينيل متعدد الكلور | Rigid-Flex PCB | |
1 | عدد الطبقات | 1-12 طبقة | 2-16 طبقة | |
2 | نوع المادة | بي ، بيت ، كابتون | PI + FR-4 | |
3 | العلامة التجارية المادية | SHENGYI ، TAIFLEX ، ITEQ ، DuPont إلخ | ||
4 | نوع مادة التقوية | شريط لاصق FR-4 ، PI ، PET ، فولاذ ، Al ، | ||
5 | سمك اللوح الأدنى | 1 طبقة | 0.05 مم (2 ميل) | |
2 طبقات | 0.10 مم (4 مل) | 0.20 مم (8 مل) | ||
6 | ماكس المجلس البعد | 250 * 1000 مم (9.84 * 39.37 بوصة) | ||
7 | عرض التتبع الأدنى / تباعد التتبع | سماكة النحاس: 0.5 أونصة | 0.05 / 0.05 مم (2/2 مل) | |
سماكة النحاس: 0.5 أوقية - 1 أوقية | 0.075 / 0.075 ملم (3/3 مل) | |||
سمك النحاس: 1 أوقية | 0.10 / 0.10 مم (4/4 مل) | |||
8 | قطر الفتحة الصغرى (مثقاب ميكانيكي) | 0.15 مم (6 مل) | ||
9 | قطر الفتحة الصغرى (مثقاب ليزر) | 0.10 مم (4 مل) | ||
10 | حلقة حلقية دقيقة (الطبقات الخارجية) | 1 طبقة | 0.10 مم (4 مل) | |
2 طبقات | 0.10 مم (4 مل) | |||
11 | الحلقة الحلقيّة الصغرى (الطبقات الداخلية) | ≧ 4 طبقات | 0.10 مم (4 مل) | |
حلقة حلقية دقيقة (الطبقات الخارجية) | 0.10 مم (4 مل) | |||
12 | سمك الغطاء | 12.5um ، 25um ، 50um | ||
13 | فتح غطاء الحد الأدنى | 0.40 * 0.40 ملم (16 * 16 مل) | ||
14 | فتح قناع اللحيم دقيقة | 0.15 مم (6 مل) | ||
15 | مين كوفرلاي بريدج | 0.20 مم (4 مل) | ||
جسر قناع اللحام الأدنى | 0.13 مم (5 مل) | |||
16 | عبر النوع | من خلال حفرة ، أعمى ، مدفون | ||
17 | تفاوت | ثقب PTH | ± 0.075 مم (± 3 مل) | |
NPTH هول | ± 0.05 مم (± 2 مل) | |||
الخطوط العريضة | ± 0.10 مم (± 4 مل) | |||
الحافة الخارجية للدائرة | ± 0.10 مم (± 4 مل) | |||
18 | السطح انتهى | ENIG ، OSP ، فضي غمر ، قصدير غمر ، طلاء جلود ، طلاء ذهبي + ENIG ، طلاء ذهبي + OSP | ||
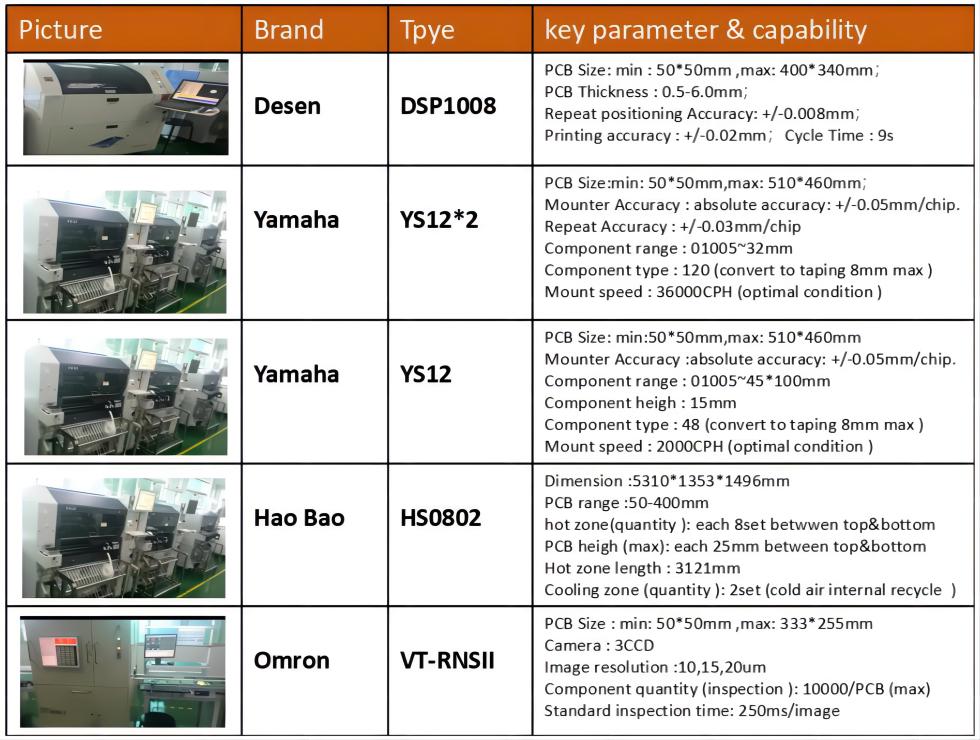
القدرة التصنيعية SMT (2021) | ||||
مسلسل | غرض | القدرة على التصنيع في العملية | طريقة التصنيع | |
1 | حجم الإنتاج (الحد الأدنى / الحد الأقصى) | 50 × 50 مم / 510 × 460 مم | ||
2 | سمك لوح الإنتاج | 0.20 ~ 6.00 ملم | ||
3 | طباعة معجون اللحام | طريقة الدعم | لاعبا اساسيا المغناطيسية ، منصة فراغ | |
طريقة لقط | الالتصاق بالفراغ ، تحامل على كلا الجانبين ، تحامل مرن مع ورقة ، تحامل مرن مع لوح سميك | |||
طريقة التنظيف لطباعة معجون اللحام | طريقة التجفيف + طريقة الترطيب + طريقة الفراغ | |||
دقة الطباعة | ± 0.02 مم | |||
4 | SPI | الدقة المتكررة للحجم | <1٪ عند 3 درجات | |
5 | مكون التركيب | حجم المكونات | 0603 (اختياري) موصل L75mm | متصل |
يقذف | 0.15 ملم | |||
الدقة المتكررة للحجم | ± 0.01 مم | |||
6 | AOI | حجم مجال الرؤية | 61 × 45 ملم | متصل |
سرعة الاختبار (مم² / ثانية) | 9150 | |||
7 | أشعة سينية ثلاثية الأبعاد | زاوية التصوير (بالدرجات) | 0-45 درجة | متصل |
القدرة التصنيعية لـ DIP (2021) | ||||
1 | يتم اختبار جميع المكونات الإضافية بحثًا عن الأخطاء والسهو ووضع المكونات في غير مكانها باستخدام AOI للتحكم الصارم في معدل نجاح معالجة DIP. | |||
2 | يمكن أن تتحكم أيدي اللحام ذات الخبرة مع التدريب الصارم في سرعة اللحام وجودته. | |||
3 | وفقًا لحالة إنتاج PCB Assembly ، يجب تجهيز منطقة تخزين مؤقتة مع تحديد مستقل حول سلك السحب ، مثل انتظار منطقة التوصيل ، انتظار منطقة الصيانة ، انتظار منطقة فحص مراقبة الجودة ، منطقة المنتج المعيبة ، انتظار منطقة فحص ضمان الجودة ، وما إلى ذلك ، لتجنب ظهور الألواح المختلطة. | |||
4 | معايير فحص أخذ العينات IPQC و QA LOT الصارمة لضمان موثوقية معالجة DIP. | |||
معدات تصنيع DIP هي كما يلي: | ||||
1 | خطوط إنتاج DIP × 2 مجموعات. | |||
2 | معدات AOI (تُستخدم لفحص DIP): تحقق من وجود عيوب في مكونات المكونات الإضافية ووصلات اللحام. | |||
3 | لحام موجة × 2 مجموعات. | |||
4 | سلك سحب اللحام الخلفي × 36 محطة. | |||
5 | غسالة مجلس × 1 مجموعة | |||
معلمة المعدات الرئيسية