



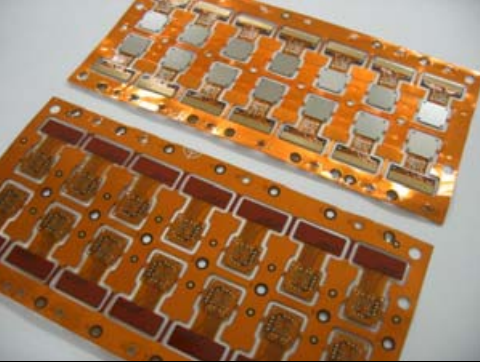
FPC组装(Flexible Printed Circuit Assembly),简称FPCA,是指FPC板的元器件焊接或组装。
电子产品小型化是必然的发展趋势。由于装配空间的原因,相当一部分消费类产品的SMD都是贴装在FPC上,完成整个产品的装配。 FPCA PCB为半成品,并非FPC裸板,客户可直接在整机成品上安装使用。
FPCA已广泛应用于计算器、手机、数码相机、数码相机等数码产品中。 SMD在FPC上的表面贴装已成为SMT技术的发展趋势之一。
如果您正在中国寻找可靠的 FPC 组装合作伙伴,请随时与我们联系。
FPC贴装SMD的几种方案
根据贴装精度要求和元器件种类、数量的不同,目前常用的方案如下:
方案A:简单安装在单个 FPC 上
一、适用范围
- 元器件类型:主要是电阻、电容等SMD组装。
- 元器件数量:每块FPC上贴装的元器件数量很少,通常只有几个元器件。
- 贴装精度:对贴装精度要求不高(仅限贴片元件)。
- FPC特点:面积小。
- 批量:一般以万件为单位。
2.制造过程
- 锡膏印刷:
FPC按外观定位在印刷专用托板上,一般采用小型半自动专用印刷机印刷。受条件限制,我们也可以采用人工打印,但打印质量不稳定,效果不如半自动打印。
- 安装:
通常,可以使用手动安装。一些对位置要求稍高的元器件也可以采用手动贴片机进行安装。
- 焊接:
一般采用回流焊工艺。特殊情况下也可采用专用设备进行点焊。如果手工焊接,质量很难控制。
方案 B:多件式安装
多片贴装:多片FPC通过定位模板定位在托板上,全程固定在托板上进行SMT贴装。
适用范围:
- 组件类型:
一般贴片元器件体积大于0603,管脚间距大于等于0.65QFQ等其他元器件都可以。
- 组件数量:
每个 FPC 上有几个到十几个组件。
- 安装精度:
安装精度中等。
- 软板特性:
面积稍大,合适的区域没有元器件,每块FPC有两个光学定位的MARK标记和两个以上的定位孔。

FPC表面SMT工艺要求与传统RIGID PCB SMT方案存在诸多差异。要想做好FPC贴片工艺,最重要的就是定位。
由于FPC板的硬度不够,柔韧,如果不使用专用托板,无法完成固定和传送,无法完成印刷、SMT、过炉等SMT基本工序。下面详细介绍FPC贴片生产中FPC前处理、固定、印刷、SMT、回流焊、测试、检验、分板的要点。
特殊托板制造
根据PCB的CAD文件,读取FPC PCB的孔定位数据,制作高精度FPC PCB定位模板和专用托板,使定位模板上的定位销直径与PCB上的定位孔相匹配FPC PCB 上的支撑板和定位孔的孔径。
由于保护部分电路或设计原因,许多FPC PCB的厚度并不相同。有些零件较厚,有些较薄,有些还加固了金属板。因此,支撑板与FPC PCB的连接处需要根据实际情况进行加工、打磨、挖槽等处理。作用是保证FPC在印刷贴装时平整。支撑板的材料应轻、强度高、吸热少、散热快、多次热冲击后翘曲变形小。常用的支撑板材料有合成石、铝板、硅胶板、特种耐高温磁化钢板等。
1 、普通托板
普通托板设计方便,打样快捷。常见的托板材料常用的有工程塑料(合成石)、铝板等,工程塑料托板的寿命为3000-7000次。操作方便,稳定,不易吸热,手感不烫,价格是铝板的5倍以上。
铝托板吸热快,内外无温差,变形易修复。它价格便宜,使用寿命长。主要缺点是比较热,需要用隔热手套取送。
2 、硅胶托板
材质自粘,FPC PCB直接贴在上面,无需胶带,剥离方便,无残胶,耐高温。硅胶托板在使用过程中采用化学工艺。硅胶材质在使用过程中会老化变粘稠,使用过程中不清洗也会导致粘稠度下降。使用寿命短,可达1000-2000次,价格相对较高。
3.磁性夹具
特殊耐高温(350℃)钢板强化磁化处理,确保回流焊过程中的“永磁体”,弹性好,平整度好,高温不变形。
由于经过强化磁化处理的钢板将FPC表面压平,FPC在回流焊时可以避免被回流焊风吹起,保证焊接质量稳定,提高FPCA成品合格率。只要不是人为损坏和意外损坏都可以永久使用,寿命长。磁性夹具还为 FPC 提供热保护,而在移除板时不会对 FPC 造成任何损坏。但磁性夹具设计复杂,单价高,在量产时具有成本优势。

FPC组装生产流程
我们以普通托板为例,详细介绍FPC PCB的SMT要点。当使用硅胶托板或磁性夹具时,FPC的固定更加方便,无需使用胶带,而印刷、SMT和焊接的工艺要点是相同的。
一、FPC PCB的固定方法
在进行SMT之前,首先需要将FPC PCB精确地固定在支撑板上。尤其要注意的是,从将FPC PCB固定在托板上,到印刷、贴装、焊接之间的存放时间要尽可能短。
托板有带定位销和不带定位销两种。不带定位销的托板应与带定位销的定位模板配套使用。首先,将托板盖在模板的定位销上,使定位销通过托板的定位孔露出,将FPC一张一张盖在露出的定位销上。然后将支撑板用胶带固定,并与FPC定位模板分离,进行印刷、粘贴和焊接。几个长约1.5mm的弹簧定位销已用定位销固定在托板上。 FPC可直接一颗颗覆盖在托板的弹簧定位销上,然后用胶带固定。印刷过程中,弹簧定位销可被钢网完全压入托板内,不影响印刷效果。
先将托板套在模板定位销上,使定位销通过托板定位孔露出。然后将FPC一块一块覆盖在外露的定位销上,并用胶带固定。然后将支撑板与FPC PCB定位模板分离。然后进行印刷、粘贴和焊接。
方法一(单面胶带固定)
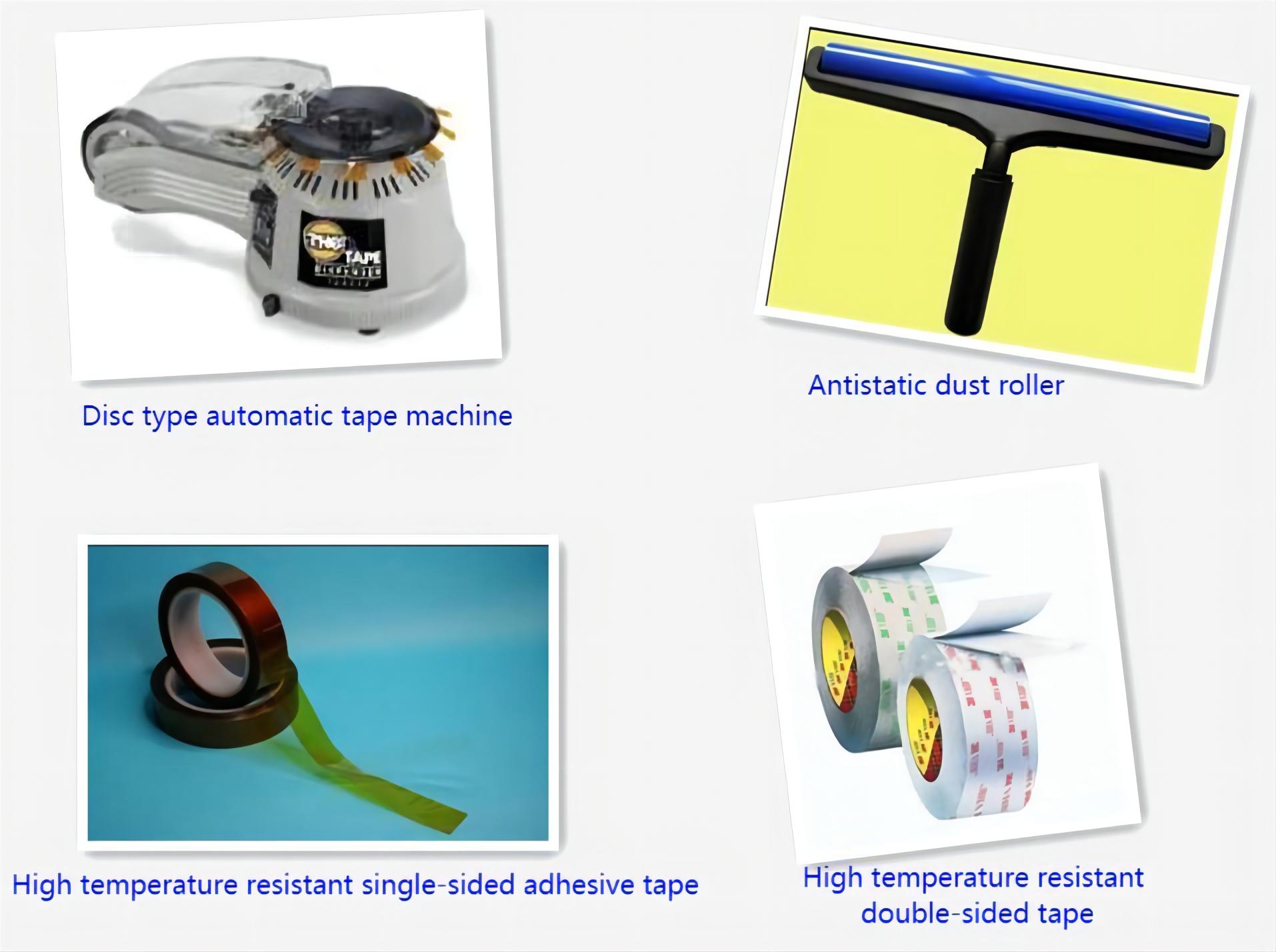
FPC的四个边要用薄的耐高温单面胶带固定在托板上,防止FPC跑偏、翘曲。胶带的黏度要适中,回流焊后一定要容易剥离,FPC上不能有残留的胶粘剂。如果使用自动胶带机,可以快速切割相同长度的胶带,可以显着提高效率,节约成本,避免浪费。
方法二(双面胶固定)
先在托板上贴上耐高温双面胶,效果和硅胶托板一样,然后在托板上贴FPC PCB。特别注意胶带的粘度不能太高,否则回流焊后剥离时容易造成FPC的撕裂。反复过炉后,双面胶的黏度会逐渐变低,黏度低到无法可靠固定FPC,必须立即更换。
这个工位是防止FPC弄脏的重点工位,所以需要戴上指套。托板再次使用前,应适当清洁,可用无纺布蘸清洁剂清洁,也可用防静电除尘滚筒清除表面灰尘、锡珠等异物。拆卸 FPC 时不要用力过大。 FPC易碎,容易产生折痕和断裂。
2、FPC PCB的锡膏印刷
由于托板装载的是FPC PCB,FPC PCB上定位使用的耐高温胶带使其平面不一致。所以FPC PCB的印刷面不能像PCB一样平整和厚度一样的硬度,所以不宜使用金属刮刀,应使用硬度为80-90度的聚氨酯刮刀。
3. FPC PCB SMT
根据产品特性、元器件数量和贴片机效率,可采用中、高速贴片机进行贴装。由于每块FPC PCB上都有用于定位的光学Mark,所以SMD在FPC PCB上的安装与在PCB上的安装没有太大区别。需要注意的是,FPC PCB虽然固定在板上,但其表面不可能像PCB硬板那样平整。 FPC PCB与板子之间肯定会有局部缝隙。因此,需要准确设置喷嘴的落差和吹气压力,并降低喷嘴的移动速度。
4、FPC PCB的回流焊
应使用强制热风对流红外线回流炉,使FPC PCB上的温度变化更均匀,减少不良焊接的发生。如果是使用单面胶带,因为只能固定FPC的四个面,中间部分在热风状态下因变形,焊盘容易形成倾斜,锡熔(高温
液态锡下)会流动并产生空焊、虚焊、锡珠,使工艺不良率较高。
5、FPC检验、测试、分板
由于托板在炉内吸热,特别是铝托板,出炉时温度比较高,最好在炉口加装强制冷却风扇,以利于快速冷却。从托板上取下焊接好的FPC时,用力要均匀,不能用蛮力,以免FPC撕裂或折痕。
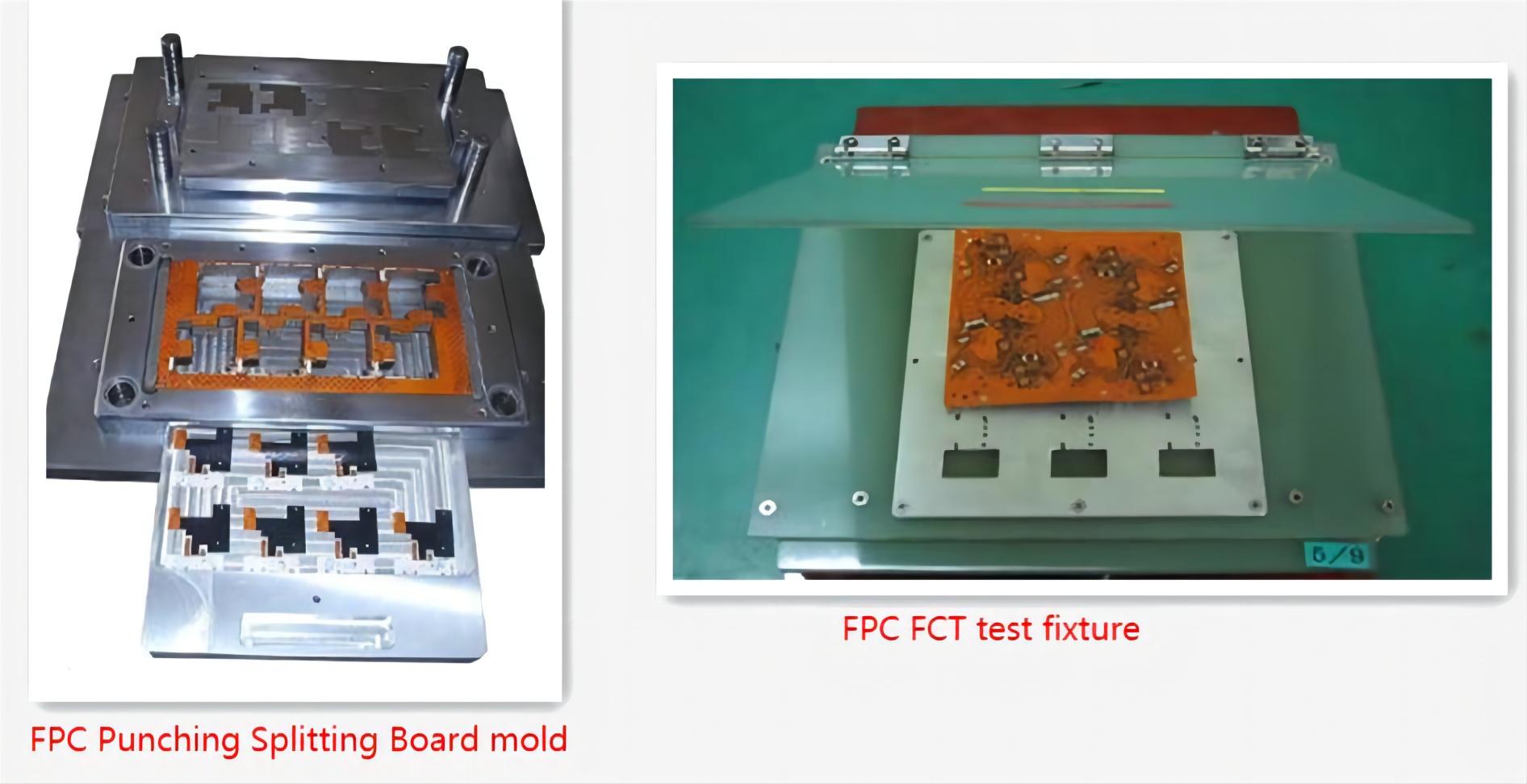
将拆下来的FPC放在5倍以上的放大镜下目测,重点观察表面残胶、变色、金手指带锡、锡珠、IC引脚空焊、虚焊。 FPC一般不适合做AOI检测,因为FPC表面可能不是很光滑,导致AOI误判率高。而FPC可以借助专用测试治具完成ICT和FCT测试。
由于FPC主要是由多个单PCS以Array拼接的形式拼接而成,所以在TESTING ICT和FCT之前需要先做Splitting PCB Board。虽然也可以使用小刀、剪刀等工具来完成拆分PCB板的操作。但作业效率和质量低下,废品率高。异形FPC大批量生产,建议制作FPC冲孔分板专用模具进行冲压分板,可以大大提高工作效率。同时FPC边缘整齐美观,冲切板时产生的内应力低,可有效避免焊点锡裂。
SMD贴装在FPC上的关键点之一就是FPC的固定。首先,固定的好坏直接影响镶嵌的质量。
接下来是锡膏的选择、印刷和回流焊。在FPC固定良好的情况下,可以说70%以上的缺陷是工艺参数设置不当造成的。
因此,应根据FPC、SMD元器件的差异、支撑板的吸热性、所选焊膏的特性、设备参数的特点来确定工艺参数。并且对生产过程进行动态控制,及时发现异常情况,做出正确判断,采取必要的措施。为了将SMT生产不良率控制在10-50PPM以内。