



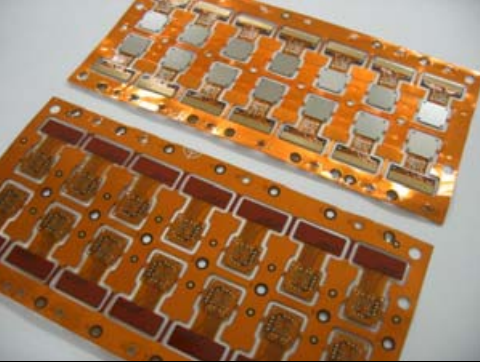
Сборка FPC (Flexible Printed Circuit Assembly), именуемая FPCA, означает пайку компонентов или сборку плат FPC.
Миниатюризация электронных продуктов является неизбежной тенденцией развития. Из-за места для сборки SMD значительного количества потребительских товаров монтируются на FPC для завершения сборки всего продукта. Плата FPCA представляет собой полуфабрикат, а не голую плату FPC, клиенты могут напрямую установить ее и использовать на готовом изделии в целом.
FPCA широко используется в калькуляторах, мобильных телефонах, цифровых фотоаппаратах, цифровых камерах и других цифровых продуктах. Поверхностный монтаж SMD на FPC стал одним из направлений развития технологии SMT.
Если вы ищете надежного партнера по сборке FPC в Китае, пожалуйста, не стесняйтесь обращаться к нам.
Несколько решений для монтажа SMD на FPC
В соответствии с требованиями точности монтажа и различными типами и количеством компонентов в настоящее время широко используются следующие схемы:
План A: простой монтаж на одном FPC
1. Область применения
- Типы компонентов: В основном SMD-сборки, такие как сопротивление и емкость.
- Количество компонентов: Количество компонентов, которые должны быть установлены на каждом FPC, невелико, обычно всего несколько компонентов.
- Точность монтажа: Требования к точности монтажа невысокие (только SMD-компоненты).
- Особенности FPC: Небольшая площадь.
- Количество партии: Обычно измеряется десятью тысячами штук.
2. Производственный процесс
- Печать паяльной пасты:
FPC располагается на специальной опорной пластине для печати по внешнему виду и обычно печатается небольшой полуавтоматической специальной печатной машиной. Ограниченные условиями, мы также можем использовать ручную печать, но качество печати нестабильно, эффект хуже, чем при полуавтоматической печати.
- Монтаж:
Как правило, можно использовать ручной монтаж. Некоторые компоненты с немного более высокими требованиями к расположению также могут быть установлены вручную.
- Сварка:
Как правило, используется процесс сварки оплавлением. В особых случаях для точечной сварки также может использоваться специальное оборудование. При ручной сварке качество трудно контролировать.
План Б: Монтаж из нескольких частей
Сборный монтаж: многокомпонентный FPC позиционируется на опорной пластине с помощью позиционирующего шаблона и фиксируется на опорной пластине на протяжении всего процесса монтажа SMT.
Область применения:
- Тип компонентов :
Как правило, объем компонентов чипа превышает 0603, а расстояние между выводами больше или равно 0,65 QFQ, а другие компоненты являются приемлемыми.
- Количество компонентов:
От нескольких до десятков компонентов на каждом ФПК.
- Точность монтажа:
Точность монтажа средняя.
- Характеристики ФПК:
Область немного велика, в соответствующей области нет компонента, каждый FPC имеет две метки MARK для оптического позиционирования и более двух отверстий для позиционирования.

Существует много различий между требованиями к процессу поверхностного SMT FPC и традиционным решением RIGID PCB SMT. Чтобы хорошо работать в процессе FPC SMT, самым важным является позиционирование.
Поскольку твердость платы FPC недостаточна, гибкая, если не используется специальная опорная пластина, фиксация и передача не могут быть завершены, а основные процессы SMT, такие как печать, SMT и прохождение печи, не могут быть завершены. Ниже подробно описаны ключевые моменты предварительной обработки FPC, фиксации, печати, SMT, сварки оплавлением, тестирования, проверки и разделения плат при производстве FPC SMT.
Изготовление специальной опорной плиты
В соответствии с файлом CAD печатной платы, данные позиционирования отверстия печатной платы FPC считываются для изготовления высокоточного шаблона позиционирования печатной платы FPC и специальной опорной пластины, так что диаметр позиционирующего штифта на позиционирующем шаблоне соответствует установочному отверстию на опорная пластина и отверстие позиционирующего отверстия на печатной плате FPC.
Многие печатные платы FPC не имеют одинаковой толщины из-за защиты части схемы или по конструктивным причинам. Некоторые детали толще, некоторые тоньше, а некоторые имеют усиленные металлические пластины. Поэтому стык между опорной пластиной и печатной платой FPC необходимо обработать, отполировать и выкопать канавки в соответствии с реальной ситуацией. Функция заключается в том, чтобы обеспечить плоскость FPC во время печати и монтажа. Материал опорной пластины должен быть легким, высокопрочным, с меньшим поглощением тепла, быстрым рассеиванием тепла и небольшой деформацией коробления после многократных термических ударов. Обычно используемые материалы опорных пластин включают синтетический камень, алюминиевые пластины, пластины из силикагеля, специальные пластины из намагниченной стали, устойчивые к высоким температурам, и т. д.
1. Обычная опорная плита
Обыкновенная опорная плита удобна для дизайна и быстра для расстойки. Обычными материалами опорной плиты, которые обычно используются, являются конструкционные пластмассы (синтетический камень), алюминиевые пластины и т. Д. Опорная плита из инженерного пластика имеет срок службы 3000-7000 раз. Он прост в эксплуатации, стабилен, не легко поглощает тепло, не нагревается в обращении, а его цена более чем в 5 раз превышает цену алюминиевой пластины.
Алюминиевая опорная пластина быстро поглощает тепло, не имеет разницы температур внутри и снаружи и может быть легко отремонтирована в случае деформации. Это дешево и имеет долгий срок службы. Главный минус в том, что он горячий, поэтому нужно использовать теплоизоляционные перчатки, чтобы взять и отправить его.
2. Опорная пластина из силикагеля
Материал является самоклеящимся, печатная плата FPC крепится к нему напрямую без клейкой ленты, легко снимается, не содержит остатков клея и обладает высокой термостойкостью. Опорная пластина из силикагеля использует химический процесс в процессе использования. Материал силикагеля будет стареть и становиться вязким в процессе использования, и вязкость также будет уменьшаться, если его не очищать во время использования. Срок службы невелик, до 1000-2000 раз, а цена относительно высока.
3. Магнитное крепление
Специальный высокотемпературный (350 ℃) стальной лист для усиления намагничивания, обеспечения «постоянного магнита» в процессе сварки оплавлением, хорошей эластичности, хорошей плоскостности, отсутствия деформации при высокой температуре.
Поскольку стальной лист, обработанный усиленным намагничиванием, прижимает поверхность FPC к плоской поверхности, FPC может избежать взрыва ветром при сварке оплавлением во время сварки оплавлением, чтобы обеспечить стабильное качество сварки и повысить квалификацию готовой продукции FPCA. До тех пор, пока не техногенные повреждения и повреждения от несчастных случаев могут быть использованы постоянно, долгий срок службы. Магнитное крепление также обеспечивает тепловую защиту FPC без какого-либо повреждения FPC при снятии пластины. Но конструкция магнитного приспособления сложна, цена за единицу высока, а преимущество в затратах достигается при массовом производстве.

Производственный процесс сборки ФПК
Мы берем обычную опорную пластину в качестве примера, чтобы подробно описать ключевые точки SMT печатной платы FPC. При использовании поддерживающей пластины из силикагеля или магнитного крепления фиксация FPC намного удобнее без использования клейкой ленты, а технологические ключевые моменты печати, поверхностного монтажа и сварки одинаковы.
1. Способ крепления печатной платы FPC
Перед выполнением поверхностного монтажа печатную плату FPC необходимо сначала точно закрепить на опорной пластине. В частности, следует отметить, что время хранения между фиксацией платы ФПК на опорной плите и последующей печатью, монтажом и сваркой должно быть как можно короче.
Опорная пластина доступна в двух типах: с установочным штифтом или без него. Опорная пластина без позиционирующего штифта должна использоваться с позиционирующим шаблоном с позиционирующим штифтом. Сначала закройте опорную пластину на позиционирующем штифте шаблона так, чтобы установочный штифт был виден через установочное отверстие опорной пластины, и один за другим закройте FPC на открытом позиционирующем штифте. Затем опорная пластина была зафиксирована клейкой лентой и отделена от шаблона позиционирования FPC для печати, склеивания и сварки. Несколько пружинных установочных штифтов длиной около 1,5 мм закреплены на опорной пластине с помощью установочных штифтов. FPC можно поочередно покрывать пружинными позиционирующими штифтами опорной пластины, а затем фиксировать клейкой лентой. В процессе печати пружинный установочный штифт может быть полностью вдавлен в опорную пластину стальной сеткой, не влияя на эффект печати.
Сначала накройте опорную пластину на позиционирующем штифте шаблона так, чтобы установочный штифт был виден через установочное отверстие опорной пластины. Затем накройте FPC по частям на выступающем позиционирующем штифте и закрепите его клейкой лентой. Затем отделите опорную пластину от шаблона для позиционирования печатной платы FPC. Затем его распечатывают, наклеивают и сваривают.
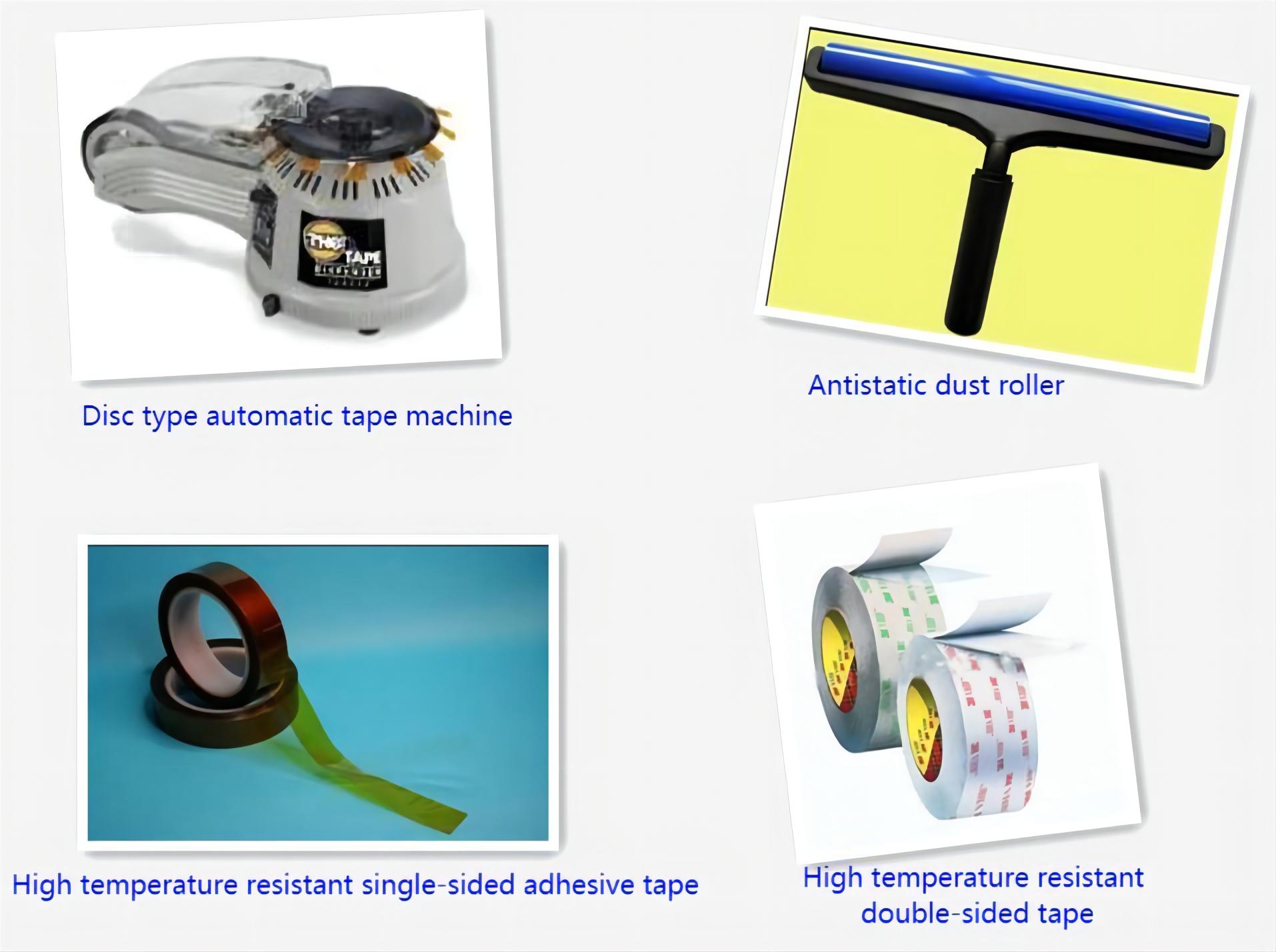
Метод первый (фиксация односторонней лентой)
Четыре стороны FPC должны быть закреплены на опорной пластине тонкой термостойкой односторонней клейкой лентой, чтобы предотвратить отклонение и коробление FPC. Вязкость клейкой ленты должна быть умеренной, и она должна легко отслаиваться после сварки оплавлением, а на FPC не должно оставаться клеящего вещества. Если использовать автоматическую лентопротяжную машину, можно быстро сократить длину той же ленты, что может значительно повысить эффективность, снизить затраты, избежать отходов.
Способ второй (фиксация двухсторонним скотчем)
Стойкая к высоким температурам двусторонняя клейкая лента сначала наклеивается на опорную пластину с тем же эффектом, что и опорная пластина с силикагелем, а затем на опорную пластину наклеивается печатная плата FPC. Особое внимание следует обратить на то, чтобы вязкость клейкой ленты не была слишком высокой, в противном случае легко вызвать РАЗРЫВ FPC, когда он отклеивается после сварки оплавлением. После многократного прохождения через печь вязкость двустороннего скотча будет постепенно становиться низкой, а вязкость настолько мала, что ФПК невозможно надежно зафиксировать, что ее необходимо немедленно заменить.
Эта станция является ключевой станцией для предотвращения смазывания FPC, поэтому на ней должны быть напальчники. Перед повторным использованием опорной пластины ее следует тщательно очистить, которую можно очистить нетканой тканью, смоченной в чистящем средстве, или можно использовать антистатический пылевой валик для удаления пыли, оловянных шариков и других инородных тел с поверхности. Не прилагайте слишком много усилий при удалении FPC. FPC является хрупким и легко образует складки и трещины.
2. Печать паяльной пасты на печатной плате FPC
Поскольку опорная пластина загружена печатной платой FPC, термостойкая клейкая лента, используемая для позиционирования на печатной плате FPC, делает ее плоскость несовместимой. Таким образом, поверхность печати печатной платы FPC не может быть такой же плоской, как печатная плата, а толщина такой же твердости, поэтому использование металлического скребка не подходит, и следует использовать полиуретановый скребок с твердостью 80-90 градусов.
3. ПКБ СМТ ФПК
В зависимости от характеристик продукта, количества компонентов и эффективности SMT, для монтажа можно использовать средне- и высокоскоростную машину SMT. Поскольку на каждой печатной плате FPC имеется оптическая метка для позиционирования, монтаж SMD на печатной плате FPC мало чем отличается от монтажа на печатной плате. Следует отметить, что хотя печатная плата FPC закреплена на плате, ее поверхность не может быть такой же плоской, как жесткая плата печатной платы. Между печатной платой FPC и платой обязательно будут локальные зазоры. Следовательно, высота падения и давление нагнетания сопла должны быть установлены точно, а скорость движения сопла должна быть уменьшена.
4. Сварка оплавлением печатной платы FPC
Следует использовать обязательную инфракрасную печь для оплавления с конвекцией горячего воздуха, чтобы температура на печатной плате FPC могла изменяться более равномерно и уменьшала вероятность плохой сварки. Если это использование односторонней ленты, потому что можно зафиксировать только четыре стороны FPC, средняя часть из-за деформации в состоянии горячего воздуха, подушка легко образует наклон, оловянный расплав (высокая температура
Под жидким оловом) будет течь и производить пустую сварку, сварку, оловянные шарики, так что уровень дефектов процесса выше.
5. Проверка FPC, тестирование и разделение платы
Поскольку опорная плита поглощает тепло в печи, особенно алюминиевая опорная плита, температура на выходе из печи относительно высока, поэтому лучше добавить вентилятор принудительного охлаждения в устье печи, чтобы способствовать быстрому охлаждению. При снятии готового сварного FPC с опорной плиты усилие должно быть равномерным, и не следует применять грубую силу, чтобы предотвратить разрыв или смятие FPC.
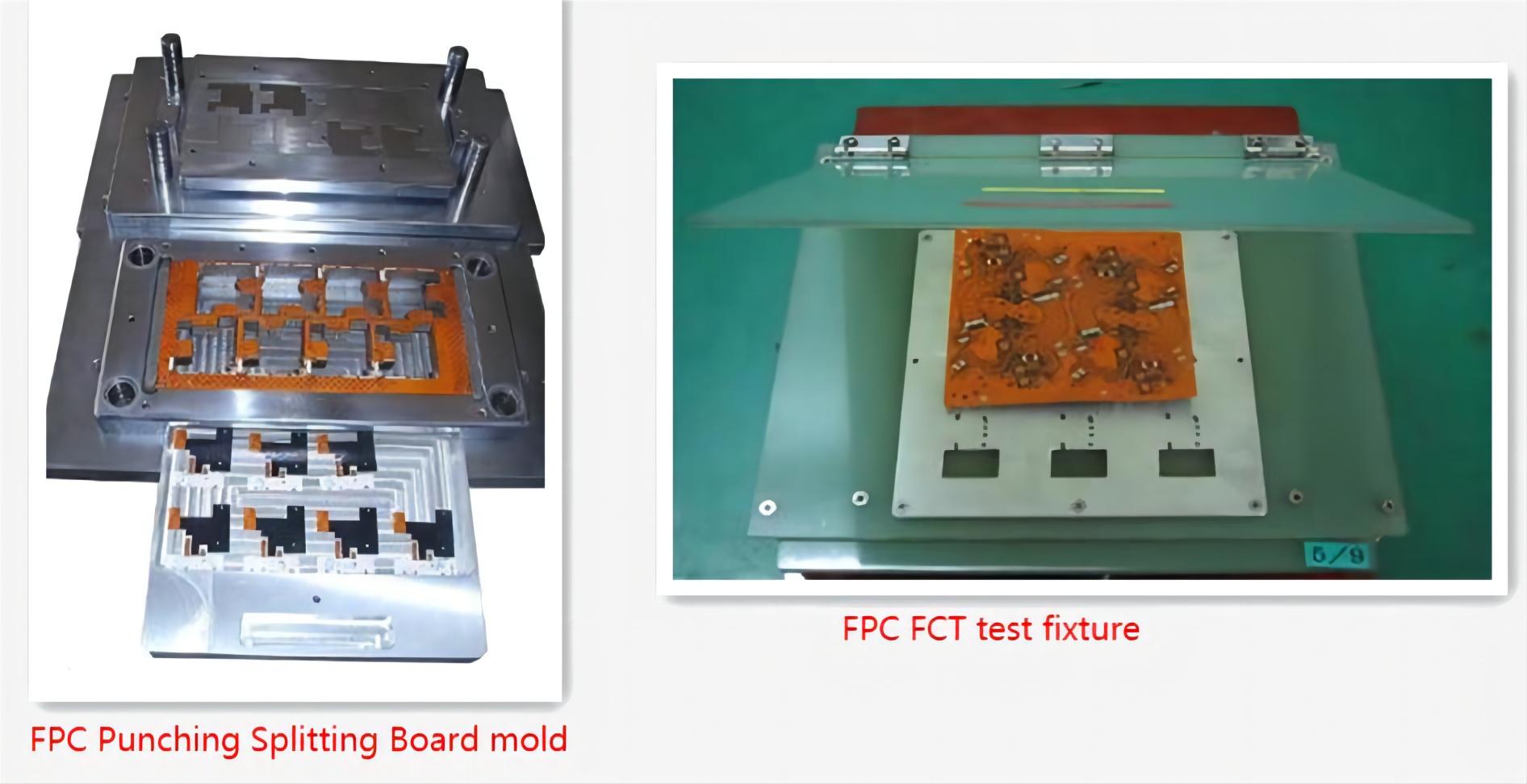
Снятый ФПК помещают под увеличительное стекло более чем в 5 раз для визуального осмотра, акцентируя внимание на остатках клея на поверхности, обесцвечивании, золотых пальцах с оловом, оловянных шариках, пустых шпильках ИС, сварке и сварке. FPC, как правило, не подходит для проверки AOI, потому что поверхность FPC может быть не очень гладкой, что приводит к высокому уровню ошибочной оценки AOI. Тем не менее, FPC может выполнять тесты ICT и FCT с помощью специального испытательного приспособления.
Поскольку FPC в основном состоит из нескольких одиночных PCS в форме сращивания массивов, разделение печатной платы должно быть выполнено перед ИСПЫТАНИЕМ ICT и FCT. Хотя ножи, ножницы и другие инструменты также можно использовать для завершения операции разделения печатной платы. Однако эффективность и качество операций низкие, а процент брака высок. Для массового производства FPC нестандартной формы предлагается изготовить специальные формы для штамповки и расщепления FPC, которые могут значительно повысить эффективность работы. Между тем, края FPC аккуратные и красивые, а внутреннее напряжение, возникающее во время штамповки и резки пластины, низкое, что позволяет эффективно избежать растрескивания олова при пайке.
Одним из ключевых моментов монтажа SMD на ФПК является фиксация ФПК. Во-первых, качество фиксации напрямую влияет на качество монтажа.
Далее следует выбор паяльной пасты, печать и пайка оплавлением. В случае хорошей фиксации ФПК можно сказать, что более 70% дефектов вызваны неправильной настройкой параметров процесса.
Следовательно, параметры процесса должны определяться в соответствии с различиями компонентов FPC, SMD, теплопоглощением опорной пластины, характеристиками выбранной паяльной пасты и характеристиками параметров оборудования. Кроме того, производственный процесс должен контролироваться динамическим контролем, своевременно обнаруживаться нештатные ситуации, приниматься правильные решения и приниматься необходимые меры. Для того, чтобы контролировать уровень производственного брака SMT в пределах 10-50 PPM.