Возможности производства гибких и жестких гибких печатных плат (2021 г.) | ||||
Серийный | Предмет | Гибкая печатная плата | Жестко-гибкая печатная плата | |
1 | Количество слоев | 1- 12 слоев | 2-16 слоев | |
2 | Тип материала | ПИ, ПЭТ, каптон | ПИ+ФР-4 | |
3 | Марка материала | SHENGYI, TAIFLEX, ITEQ, DuPont и т. Д. | ||
4 | Тип материала ребра жесткости | ФР-4, ПИ, ПЭТ, сталь, алюминий, клейкая лента | ||
5 | Минимальная толщина доски | 1 слой | 0,05 мм (2 мил) |
|
2 слоя | 0,10 мм (4 мил) | 0,20 мм (8 мил) | ||
6 | Максимальный размер платы | 250*1000 мм (9,84*39,37 дюйма) | ||
7 | Минимальная ширина трассы / расстояние между трассами | Толщина меди: 0,5 унции | 0,05/0,05 мм (2/2 мил) | |
Толщина меди: 0,5-1 унция | 0,075/0,075 мм (3/3 мил) | |||
Толщина меди: 1 унция | 0,10/0,10 мм (4/4 мил) | |||
8 | Минимальный диаметр отверстия (механическая дрель) | 0,15 мм (6 мил) | ||
9 | Минимальный диаметр отверстия (лазерная дрель) | 0,10 мм (4 мил) | ||
10 | Минимальное кольцевое кольцо (внешние слои) | 1 слой | 0,10 мм (4 мил) | |
2 слоя | 0,10 мм (4 мил) | |||
11 | Минимальное кольцевое кольцо (внутренние слои) | ≧ 4 слоя | 0,10 мм (4 мил) | |
Минимальное кольцевое кольцо (внешние слои) | 0,10 мм (4 мил) | |||
12 | Толщина покрытия | 12,5 мкм, 25 мкм, 50 мкм | ||
13 | Минимальное открытие покровного слоя | 0,40*0,40 мм (16*16 мил) | ||
14 | Минимальное отверстие паяльной маски | 0,15 мм (6 мил) | ||
15 | Мост Мин Коверлей | 0,20 мм (4 мил) | ||
Мин паяльная маска Мост | 0,13 мм (5 мил) | |||
16 | Тип через | Сквозное отверстие, Слепой, Погребенный | ||
17 | Толерантность | Отверстие РТН | ± 0,075 мм (± 3 мил) | |
НПТХ отверстие | ± 0,05 мм (± 2 мил) | |||
Контур | ± 0,10 мм (± 4 мил) | |||
Внешний край к цепи | ± 0,10 мм (± 4 мил) | |||
18 | Поверхность обработана | ENIG, OSP, иммерсионное серебро, иммерсионное олово, золочение, золочение+ENIG, золочение+OSP | ||
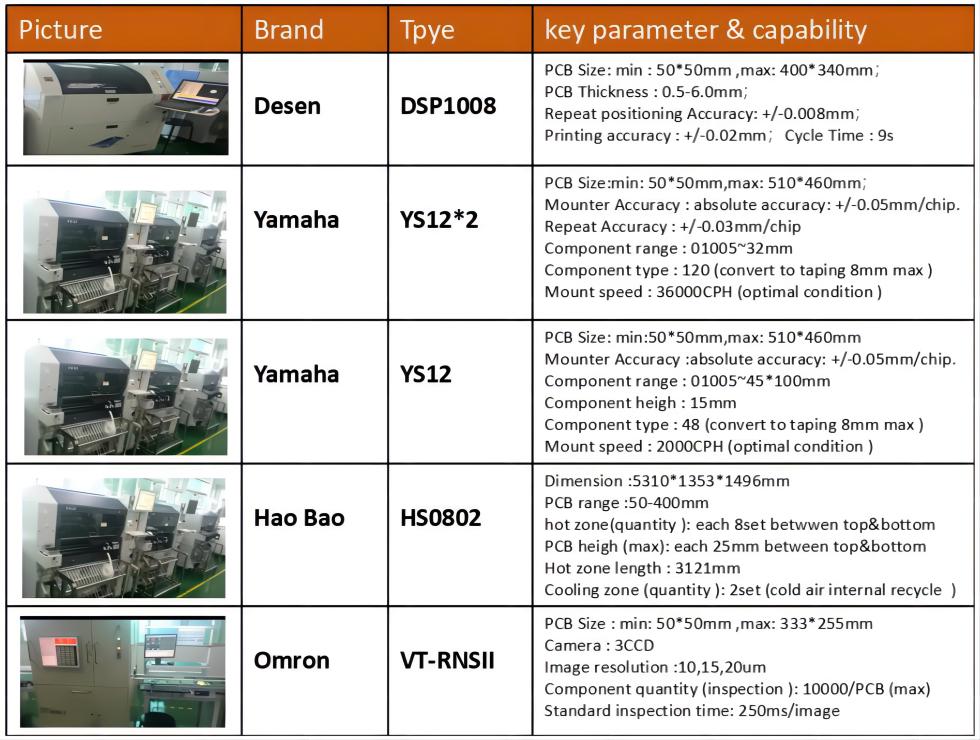
Производственные возможности поверхностного монтажа (2021 г.) | ||||
Серийный | Предмет | Производственные возможности в процессе | Метод изготовления | |
1 | Размер производства (мин/макс) | 50×50 мм / 510×460 мм | ||
2 | Толщина производственной плиты | 0,20~6,00 мм |
| |
3 | Печать паяльной пасты | Метод поддержки |
| Приспособление для магнетизма, платформа Vacuo |
Метод зажима |
| Приклеивание с помощью вакуума, зажим с обеих сторон, гибкий зажим с листом, гибкий зажим с толстой плитой | ||
Очистка Способ нанесения паяльной пасты |
| Сухой метод+ метод смачивания+ вакуумный метод | ||
Точность печати | ±0,02 мм |
| ||
4 | СПИ | Повторная точность объема | <1% при 3σ |
|
5 | Монтажный компонент | Размер компонентов | 0603 (опция) Разъем L75мм | онлайн |
Подача | 0,15 мм |
| ||
Повторная точность объема | ±0,01 мм |
| ||
6 | АОИ | Размер поля зрения | 61×45 мм | онлайн |
Тестовая скорость (мм²/сек) | 9150 |
| ||
7 | 3D рентген | Угол съемки (градусы) | 0-45 градусов | онлайн |
Производственные мощности DIP (2021 г.) | ||||
1 | Все подключаемые компоненты проверяются на наличие ошибок, упущений и неправильного размещения компонентов с использованием AOI для строгого контроля скорости прохождения обработки DIP. | |||
2 | Опытные паяльники со строгой подготовкой могут контролировать скорость и качество сварки. | |||
3 | В соответствии с производственным статусом сборки печатных плат, вокруг тягового провода должна быть оборудована зона временного хранения с независимой идентификацией, например, зона ожидания вставки, зона ожидания обслуживания, зона ожидания контроля качества, зона дефектного продукта, ожидание Зона контроля качества и т. д., чтобы избежать появления смешанных досок. | |||
4 | Строгие стандарты выборочного контроля IPQC и QA LOT для обеспечения надежности обработки DIP. | |||
Оборудование производства DIP следующее: | ||||
1 | Производственные линии DIP x 2 комплекта. | |||
2 | Оборудование AOI (используется для проверки DIP): проверьте наличие дефектов в подключаемых компонентах и паяных соединениях. | |||
3 | Волновая пайка x 2 комплекта. | |||
4 | Натяжная проволока для заднего сварного шва x 36 станций. | |||
5 | Стиральная машина для досок x 1 комплект | |||
Ключевой параметр оборудования