Fertigungskapazität für flexible und starrflexible Leiterplatten (2021) | ||||
Seriell | Artikel | Flex-Leiterplatte | Starrflexible Leiterplatte | |
1 | Schichten zählen | 1- 12 Schichten | 2-16 Schichten | |
2 | Materialtyp | PI, HAUSTIER, Kapton | PI+FR-4 | |
3 | Materialmarke | SHENGYI, TAIFLEX, ITEQ, DuPont usw | ||
4 | Versteifungsmaterialtyp | FR-4, PI, PET, Stahl, Al, Klebeband | ||
5 | Min. Brettstärke | 1 Schicht | 0,05 mm (2 mil) |
|
2 Schichten | 0,10 mm (4 mil) | 0,20 mm (8 mil) | ||
6 | Max. Board-Abmessung | 250 * 1000 mm (9,84 * 39,37 Zoll) | ||
7 | Min. Leiterbahnbreite / Leiterbahnabstand | Kupferstärke: 0,5 oz | 0,05/0,05 mm (2/2 mil) | |
Kupferstärke: 0,5 oz-1 oz | 0,075/0,075 mm (3/3 mil) | |||
Kupferstärke: 1 Unze | 0,10/0,10 mm (4/4 mil) | |||
8 | Min. Lochdurchmesser (Mechanischer Bohrer) | 0,15 mm (6 mil) | ||
9 | Min. Lochdurchmesser (Laserbohrer) | 0,10 mm (4 mil) | ||
10 | Min Ringring (Außenlagen) | 1 Schicht | 0,10 mm (4 mil) | |
2 Schichten | 0,10 mm (4 mil) | |||
11 | Min Ringring (Innenlagen) | ≧ 4 Schichten | 0,10 mm (4 mil) | |
Min Ringring (Außenlagen) | 0,10 mm (4 mil) | |||
12 | Deckschichtdicke | 12,5 um, 25 um, 50 um | ||
13 | Min. Deckblattöffnung | 0,40*0,40mm (16*16mil) | ||
14 | Min. Lötmaskenöffnung | 0,15 mm (6 mil) | ||
fünfzehn | Min Coverlay Bridge | 0,20 mm (4 mil) | ||
Min. Lötstopplack Brücke | 0,13 mm (5 mil) | |||
16 | Über Typ | Durchgangsloch, blind, begraben | ||
17 | Toleranz | PTH-Loch | ±0,075 mm (±3 mil) | |
NPTH-Loch | ±0,05 mm (±2 mil) | |||
Umriss | ±0,10 mm (±4 mil) | |||
Außenkante zum Circuit | ±0,10 mm (±4 mil) | |||
18 | Oberfläche fertig | ENIG, OSP, Immersionssilber, Immersionszinn, Vergoldung, Vergoldung+ENIG, Vergoldung+OSP | ||
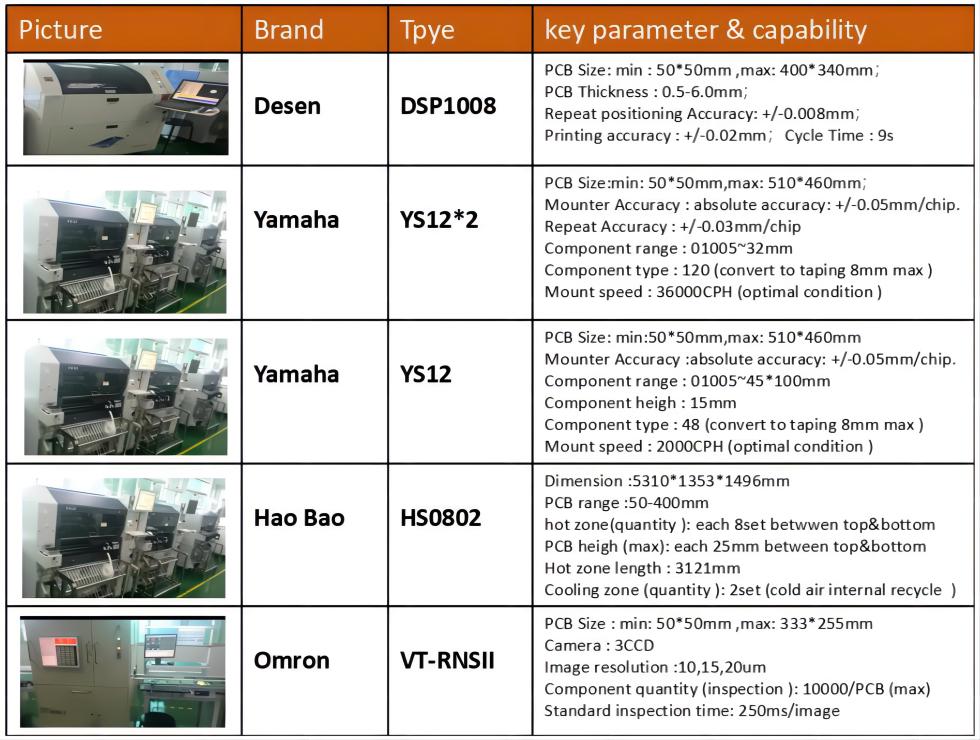
SMT-Fertigungsfähigkeit (2021) | ||||
Seriell | Artikel | Fertigungskapazität in Bearbeitung | Herstellungsverfahren | |
1 | Produktionsgröße (Min./Max.) | 50 × 50 mm / 510 × 460 mm | ||
2 | Dicke der Produktionsplatte | 0,20 ~ 6,00 mm |
| |
3 | Lötpaste drucken | Unterstützungsmethode |
| Magnethalterung, Vakuumplattform |
Spannmethode |
| Aufkleben durch Vakuum, beidseitiges Klemmen, flexibles Klemmen bei Blech, flexibles Klemmen bei dicker Platte | ||
Reinigung Methode zum Drucken von Lötpaste |
| Trockenmethode + Benetzungsmethode + Vakuummethode | ||
Genauigkeit des Drucks | ±0,02 mm |
| ||
4 | SPI | Wiederholte Genauigkeit des Volumens | <1% bei 3σ |
|
5 | Montagekomponente | Komponentengröße | 0603 (Wahl) L75mm Stecker | Online |
Tonhöhe | 0,15 mm |
| ||
Wiederholte Genauigkeit des Volumens | ±0,01 mm |
| ||
6 | AOI | FOV-Größe | 61 × 45 mm | Online |
Testgeschwindigkeit (mm²/Sek.) | 9150 |
| ||
7 | 3D-Röntgen | Aufnahmewinkel (Grad) | 0-45 Grad | Online |
DIP-Fertigungsfähigkeit (2021) | ||||
1 | Alle Plug-in-Komponenten werden mithilfe von AOI auf Fehler, Auslassungen und falsche Platzierung von Komponenten getestet, um die Erfolgsrate der DIP-Verarbeitung streng zu kontrollieren. | |||
2 | Erfahrene Löthände mit strenger Ausbildung können die Schweißgeschwindigkeit und -qualität kontrollieren. | |||
3 | Je nach Produktionsstatus der Leiterplattenbestückung sollte ein temporärer Lagerbereich mit unabhängiger Identifizierung um den Zugdraht herum eingerichtet werden, z QS-Inspektionsbereich usw., um das Auftreten von gemischten Brettern zu vermeiden. | |||
4 | Strenge IPQC- und QA-LOT-Stichprobeninspektionsstandards, um die Zuverlässigkeit der DIP-Verarbeitung sicherzustellen. | |||
DIP-Fertigungsausrüstung ist wie folgt: | ||||
1 | DIP-Produktionslinien x 2 Sätze. | |||
2 | AOI-Ausrüstung (zur Überprüfung des DIP): Überprüfen Sie Plug-in-Komponenten und Lötstellen auf Defekte. | |||
3 | Wellenlöten x 2 Sätze. | |||
4 | Hinterer Schweißzugdraht x 36 Station. | |||
5 | Brettwaschmaschine x 1 Set | |||
Schlüsselausrüstungsparameter