



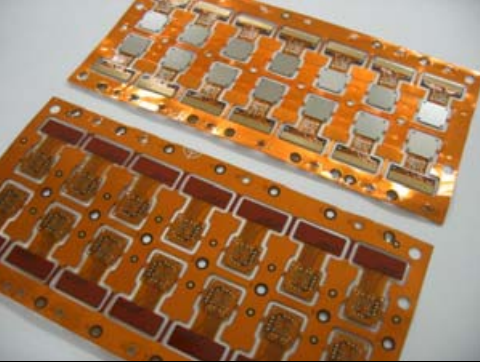
FPCAと呼ばれるFPCアセンブリ(フレキシブルプリント回路アセンブリ)は、コンポーネントのはんだ付けまたはFPCボードのアセンブリを意味します。
電子製品の小型化は避けられない開発トレンドです。組立スペースの都合上、相当数の民生品のSMDをFPCに実装し、製品全体の組立を完了させています。 FPCA PCBは、FPCベアボードではなく、半製品として、お客様が直接取り付けて完成品全体に使用できます。
FPCA は、電卓、携帯電話、デジタル カメラ、デジタル カメラ、その他のデジタル製品で広く使用されています。 FPC への SMD の表面実装は、SMT 技術の開発動向の 1 つになっています。
中国で信頼できる FPC アセンブリ パートナーをお探しの場合は、お気軽にお問い合わせください。
FPC に SMD を実装するためのいくつかのソリューション
取り付け精度とさまざまな種類と数量のコンポーネントの要件に応じて、現在一般的に使用されているスキームは次のとおりです。
Plan A: 単一の FPC に簡単に実装
1.適用範囲
- 部品の種類:抵抗や静電容量などのSMDアッセンブリがメイン。
- コンポーネントの数:各 FPC に実装されるコンポーネントの数は少なく、通常は少数のコンポーネントのみです。
- 取り付け精度: 取り付け精度の要件は高くありません (SMD コンポーネントのみ)。
- FPCの特徴:小面積。
- バッチ数量:通常、1 万個単位で測定されます。
2. 製造工程
- はんだペースト印刷:
FPC は、その外観によって印刷用の特別なサポート プレート上に配置され、通常、小型の半自動の特別な印刷機によって印刷されます。条件によっては、手動印刷も使用できますが、印刷品質が安定せず、効果は半自動印刷よりも悪くなります。
- 実装:
通常、手動取り付けが使用できます。位置要件がわずかに高い一部のコンポーネントは、手動配置機でも取り付けることができます。
- 溶接:
一般的にはリフロー溶接法が採用されています。特殊な状況下では、スポット溶接に特殊な装置を使用することもできます。手溶接の場合、品質管理が難しくなります。
プラン B: マルチピースの取り付け
マルチピース実装: マルチピース FPC は、位置決めテンプレートによってサポート プレートに配置され、SMT 実装の全プロセスを通じてサポート プレートに固定されます。
適用範囲:
- コンポーネントのタイプ:
一般に、チップ部品の体積は 0603 より大きく、ピン間隔は 0.65 QFQ 以上で、他の部品は許容されます。
- コンポーネント数:
各 FPC に数個から数十個のコンポーネント。
- 取付精度:
取り付け精度は中程度です。
- FPC の特徴:
領域はわずかに大きく、適切な領域にはコンポーネントがありません。各 FPC には、光学位置決め用の 2 つの MARK マークと 2 つ以上の位置決め穴があります。

FPC 表面 SMT プロセス要件と従来の RIGID PCB SMT ソリューションには多くの違いがあります。 FPC SMT プロセスで良い仕事をするために、最も重要なことは位置決めです。
FPC基板の硬度が十分でないため、柔軟性があり、特別な支持板を使用しないと、固定と伝達が完了せず、印刷、SMT、炉通過などの基本的なSMTプロセスが完了できません。 FPC SMT 製造における FPC 前処理、固定、印刷、SMT、リフロー溶接、テスト、検査、および基板分離のポイントについて説明します。
特殊支持板の製作
PCB の CAD ファイルに従って、FPC PCB の穴の位置決めデータを読み取って、高精度の FPC PCB 位置決めテンプレートと特別なサポート プレートを製造し、位置決めテンプレートの位置決めピンの直径が基板の位置決め穴と一致するようにします。支持板と FPC PCB の位置決め穴の開口部。
多くの FPC PCB は、回路の一部を保護するため、または設計上の理由から、同じ厚さではありません。厚みのある部分と薄い部分があり、金属板を補強した部分もあります。したがって、支持板と FPC PCB の間の接合部は、実際の状況に応じて処理、研磨、および溝を掘る必要があります。機能は、印刷および実装時にFPCが平らであることを保証することです。支持板の材料は、軽量で強度が高く、熱吸収が少なく、熱放散が速く、複数回の熱衝撃後の反り変形が小さい必要があります。支持板の材質としては、人造石、アルミ板、シリカゲル板、特殊耐磁鋼板等が一般的です。
1.通常の支持板
通常の支持板は、設計に便利で、校正に迅速です。一般的に使用される一般的な支持プレートの材料は、エンジニアリング プラスチック (合成石)、アルミニウム プレートなどです。エンジニアリング プラスチック支持プレートの寿命は 3000 ~ 7000 回です。操作が簡単で、安定しており、熱を吸収しにくく、取り扱いが熱くなく、価格はアルミ板の 5 倍以上です。
アルミ支持板は熱を素早く吸収し、内外の温度差がなく、変形の修理も容易です。安くて長寿命です。主な欠点は、暑いことです。そのため、断熱手袋を使用して持ち運びする必要があります。
2.シリカゲル支持板
材料は粘着性があり、FPC PCB は粘着テープなしで直接取り付けられ、取り外しが簡単で、接着剤が残っておらず、高温耐性があります。シリカゲル支持板は、使用過程で化学処理を採用しています。シリカゲル素材は使用過程で老化して粘性が増し、使用中に洗浄しないと粘性も低下します。耐用年数は短く、最大1000〜2000回で、価格は比較的高いです。
3.磁気固定具
磁化処理を強化し、リフロー溶接プロセスで「永久磁石」を確保し、優れた弾性、優れた平坦性、高温での変形のない特殊な高耐熱(350℃)鋼板。
着磁強化処理を施した鋼板がFPCの表面をフラットに押し付けることで、リフロー溶接時のリフロー溶接風によるFPCの飛散を防ぎ、安定した溶接品質を確保し、FPCA完成品の合格率を向上させます。人為的な損傷や事故による損傷がない限り、永久に使用でき、長寿命です。また、磁気フィクスチャは、プレートを取り外すときに FPC を損傷することなく、FPC を熱から保護します。しかし、磁気フィクスチャの設計は複雑で、単価が高く、大量生産ではコスト上の利点が得られます。

FPCアッセンブリーの生産工程
通常のサポート プレートを例として、FPC PCB の SMT キー ポイントを詳しく説明します。シリカゲル支持板や磁気固定具を使用すると、FPCの固定は粘着テープを使用しない方がはるかに便利ですが、印刷、SMT、溶接の技術的なポイントは同じです。
1. FPC基板の固定方法
SMTを実行する前に、最初にFPC PCBを支持プレートに正確に固定する必要があります。特に、FPC PCB をサポート プレートに固定してから、印刷、実装、および溶接までの保管時間をできるだけ短くする必要があることに注意する必要があります。
支持板は位置決めピン付きとなしの2種類をご用意。位置決めピンなしのサポート プレートは、位置決めピン付きの位置決めテンプレートと共に使用する必要があります。まず、テンプレートの位置決めピンに支持板を被せ、支持板の位置決め穴から位置決めピンが露出するようにし、露出した位置決めピンにFPCを1枚ずつ被せます。次に、サポート プレートを粘着テープで固定し、印刷、貼り付け、および溶接のために FPC 位置決めテンプレートから分離しました。長さ約1.5mmのスプリング位置決めピンが数個、位置決めピン付き支持プレートに固定されています。 FPCは、支持プレートのスプリング位置決めピンに1つずつ直接カバーし、粘着テープで固定できます。印刷プロセスでは、印刷効果に影響を与えることなく、スプリング位置決めピンをスチールメッシュによってサポートプレートに完全に押し込むことができます。
まず、テンプレートの位置決めピンにサポート プレートをかぶせ、サポート プレートの位置決め穴から位置決めピンが露出するようにします。露出した位置決めピンに FPC を 1 枚ずつ被せ、粘着テープで固定します。次に、サポート プレートを FPC PCB 位置決めテンプレートから分離します。その後、印刷、貼り付け、溶接されます。
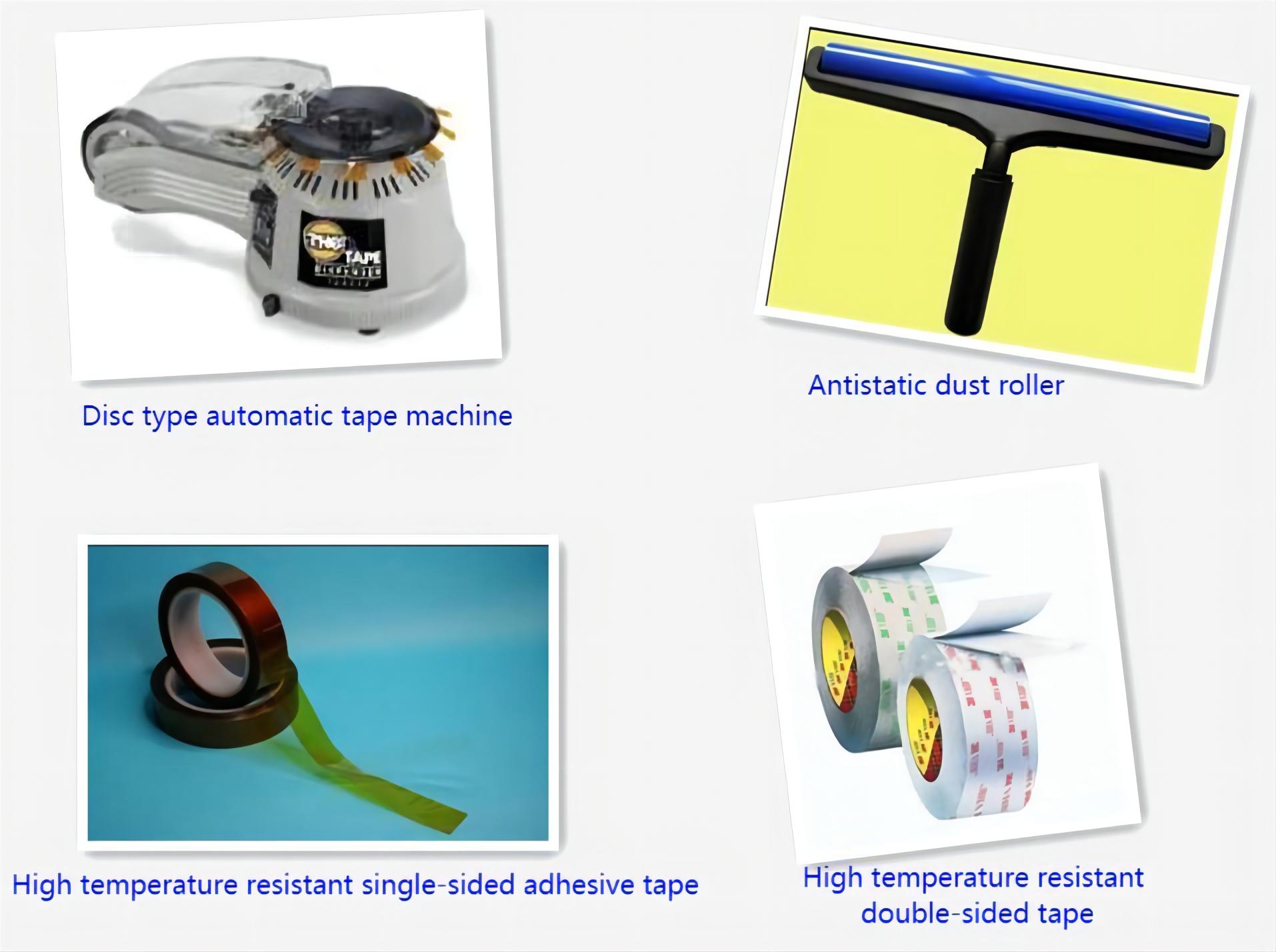
方法1(片面テープ固定)
FPC のずれや座屈を防ぐため、FPC の 4 辺を薄い耐高温片面粘着テープで支持板に固定する必要があります。粘着テープの粘度は適度で、リフロー溶接後に剥がれやすく、FPCに接着剤が残らないこと。自動テープ マシンを使用すると、同じテープの長さをすばやくカットでき、効率が大幅に向上し、コストが削減され、無駄がなくなります。
方法2(両面テープ固定)
シリカゲル支持板と同様の効果を持つ耐熱両面粘着テープを支持板に貼り付けた後、FPC基板を支持板に貼り付けます。粘着テープの粘度が高すぎると、リフロー溶接後にFPCを剥がす際にテアが発生しやすくなるため、特に注意が必要です。両面テープは何度か炉を通過するうちに徐々に粘度が低くなり、粘度が低すぎてFPCを確実に固定することができず、すぐに交換する必要があります。
この局はFPCの汚れを防ぐキー局なので指サックを装着する必要があります。サポートプレートを再利用する前に、適切にクリーニングする必要があります。クリーニング剤に浸した不織布でクリーニングするか、帯電防止ダストローラーを使用して、表面のほこり、スズビーズ、その他の異物を取り除きます。 FPC を取り外すときは、無理な力を加えないでください。 FPCは壊れやすく、折り目や割れが生じやすいです。
2. FPC基板のはんだペースト印刷
支持板には FPC PCB が搭載されているため、FPC PCB 上の位置決めに使用される高温耐性粘着テープは、その平面を不均一にします。そのため、FPC PCB の印刷面は、PCB と同じ硬度の厚さのように平らにすることはできません。そのため、金属スクレーパーの使用には適しておらず、硬度 80 ~ 90 度のポリウレタン スクレーパーを使用する必要があります。
3. FPC PCB SMT
製品の特性、部品点数、SMTの効率に応じて、中速・高速SMT機での実装が可能です。各FPC基板には位置決め用の光学マークが付いていますので、FPC基板へのSMD実装は基板への実装と大差ありません。 FPC PCB は基板に固定されていますが、その表面は PCB ハード ボードほど平坦ではないことに注意してください。 FPC PCB とボードの間に局所的な隙間が確実に存在します。このため、ノズルの落下高さと吹き出し圧力を正確に設定する必要があり、ノズルの移動速度を遅くする必要がある。
4. FPC基板のリフロー溶接
FPC PCB の温度がより均一に変化し、溶接不良の発生を減らすことができるように、必須の熱風対流赤外線リフロー炉を使用する必要があります。片面テープ使用の場合、FPCの4辺しか固定できないため、熱風状態での変形により中間部、パッドが傾きやすく、スズ溶融(高温)
液体スズの下)は流れて空の溶接、溶接、スズビーズを生成するため、プロセスの欠陥率が高くなります。
5. FPC の検査、テストおよび分割ボード
支持板、特にアルミ支持板は炉内で熱を吸収するため、オーブンから出たときの温度が比較的高いため、オーブンの口に強制冷却ファンを追加して急速冷却を支援することをお勧めします。完成した溶接された FPC を支持板から取り出すとき、力は均等でなければならず、FPC が引き裂かれたり折り目がついたりするのを防ぐために力ずくの力を加えてはなりません。
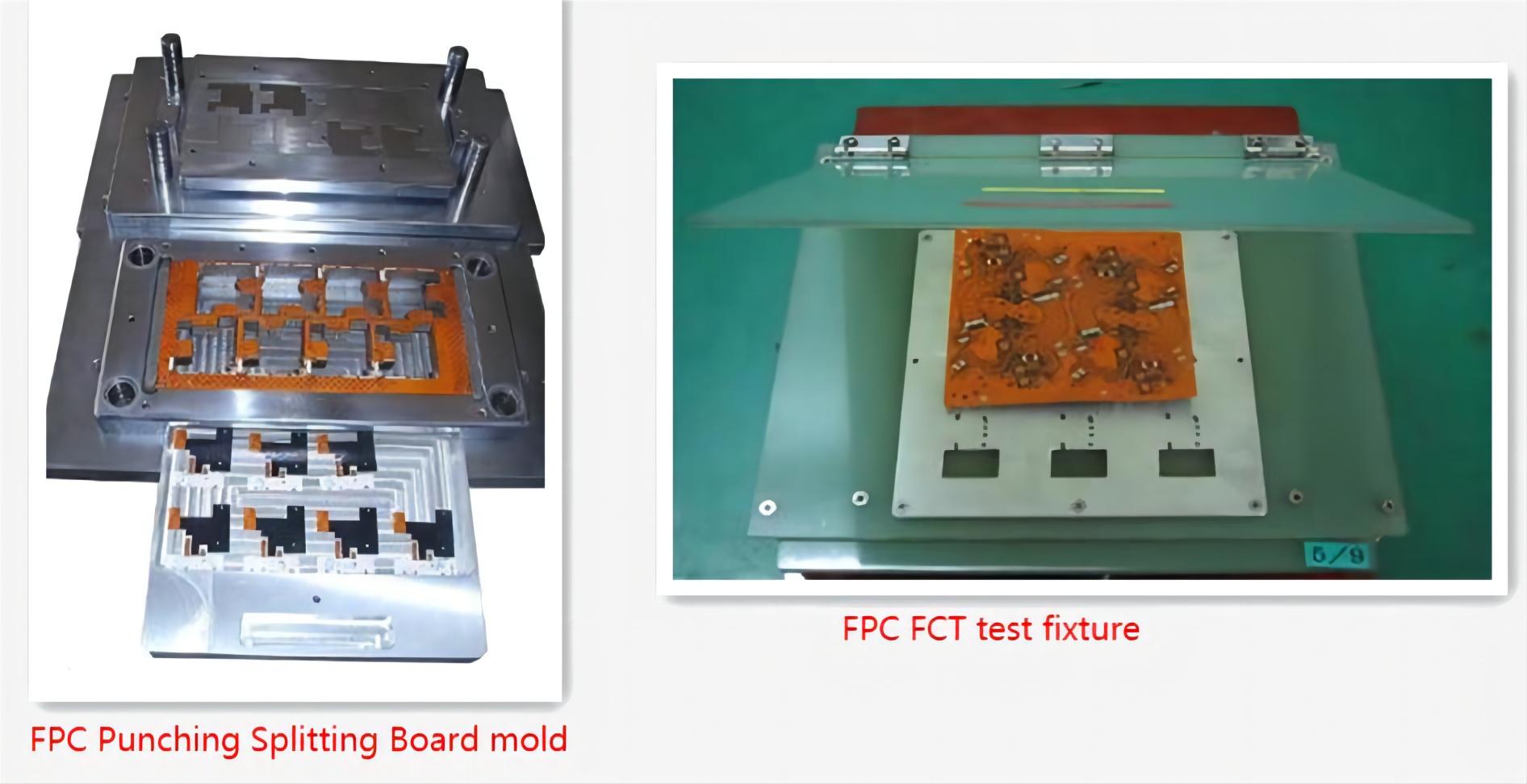
取り外したFPCを5倍以上のルーペに入れ、表面の糊残り、変色、スズ入り金指、スズビーズ、ICピン空溶接、溶接を中心に目視検査を行います。 FPC の表面はあまり滑らかではない場合があり、AOI の誤判定率が高くなるため、一般的に FPC は AOI 検査には適していません。ただし、FPC は、特別なテスト治具の助けを借りて ICT および FCT テストを完了することができます。
FPC は主にアレイ スプライシングの形で複数の単一の PCS で構成されているため、ICT および FCT をテストする前に PCB ボードを分割する必要があります。ナイフ、はさみ、およびその他のツールを使用して、PCB ボードの分割の操作を完了することもできます。しかし、作業効率と品質が低く、スクラップ率が高い。不規則な FPC の大量生産の場合、作業効率を大幅に向上させることができる、スタンピングおよび分割用の特別な FPC パンチング分割ボード金型を作成することをお勧めします。一方、FPCのエッジはすっきりと美しく、スタンピングおよびカッティングプレート中に発生する内部応力が低く、はんだ接合のスズ割れを効果的に回避できます.
FPCへのSMD実装のポイントの一つにFPCの固定があります。まず、固定の質は取り付けの質に直接影響します。
次は、はんだペーストの選択、印刷、リフローはんだ付けです。良好なFPC固定の場合、不良の70%以上はプロセスパラメータの設定ミスによるものと言えます。
したがって、プロセス パラメータは、FPC、SMD コンポーネント、サポート プレートの熱吸収、選択したはんだペーストの特性、および装置パラメータの特性の違いに従って決定する必要があります。さらに、生産プロセスは動的制御によって制御され、異常な状況がタイムリーに発見され、正しい判断が行われ、必要な措置が講じられる必要があります。 SMT生産不良率を10~50PPM以内に抑えるため。